















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Model No.: FT-TH-10
Brand: Feituo
Status: New
Out-of-warranty Service: Video Technical Support, Online Support
Where To Provide Local Services (in Which Countries Are There Overseas Service Outlets): None
Showroom Location (in Which Countries Are There Sample Rooms Overseas): None
Video Factory Inspection: Provided
Mechanical Test Report: Provided
Marketing Type: New Product 2020
Core Component Warranty Period: 1 Year
Core Components: Plc, Engine, Bearing, Gearbox, Motor, Pressure Vessel, Gear, Pump
Place Of Origin: China
Warranty Period: 1 Year
Packaging: Wooden box
Productivity: 10000 per hour
Transportation: Ocean,Land,Air,Express,Optional
Place of Origin: China
Supply Ability: Factory direct supply
Certificate: CE
HS Code: 84659400
Port: ShenZhen,GuangZhou
Payment Type: T/T
Incoterm: FOB



Lighter flame size automatic adjustment machines in the process of gas cutting, if the operator needs to move his body position, he should first close the oxygen making door and then move his body position. If a thinner plate is cut, the flame shall leave the steel plate surface quickly while closing the cutting oxygen, so as to prevent the deformation and re bonding of the harmful joint caused by the rapid heating of the thin plate. When you continue cutting, you must preheat the cutting part of the dimension, and then slowly open the oxygen cutting gas valve to continue cutting.
When the cutting is close to the end point, the cutting shall be inclined to the opposite direction of cutting, so as to facilitate the lower part of the steel plate to be cut in advance and make the ending awning more neat. When the end point is reached, quickly close the cutting oxygen valve and lift the cutting torch, then close the acetylene valve, and finally close the preheating oxygen valve. If the stop time is long, close the oxygen valve, loosen the pressure regulator screw, and discharge the oxygen in the oxygen hose. Remove the pressure regulator and close the air supply valve when the Jiedong switch is working.
operating skills: gas cutting operation can be different due to different personal habits. Generally, the right hand holds the cutting torch handle, and the thumb and index finger of the right hand hold the valve for preheating oxygen, so as to adjust the preheating flame and cut off the heater to preheat oxygen in time when tempering. The thumb and index finger of the left hand hold the valve for oxygen cutting, and also play the role of holding the direction. The remaining three fingers hold the mixing chamber smoothly. Don't lower your upper body, and breathe with restraint; The eye shall watch and cut, and focus on the secant line in front of the cutting mouth. This gas cutting method is holding cutting method, which is generally cut from right to left. Start cutting. Preheat the edge of the steel plate first. When the cut position is slightly red, move the flame out of the edge line, and slowly open the oxygen cutting valve. When iron oxide slag takes off with the oxygen flow, it is proved that it has been cut through. At this time, move the damage and cut forward one by one
When cutting very thick metal, it is made at an inclination angle of about 10 ~ 20 with the gold surface to be cut, so as to better heat the edge of the cutting part and make the cutting process easy to start. When cutting metal with thickness less than 50mm, the cutting start shall be perpendicular to the metal surface to be cut. If the cutting starts from the inside of the part, a hole must be made on the cut part in advance (the diameter of the hole is equal to the cutting width). At the beginning of cutting, heat the metal edge with pre preheating flame until it can burn in oxygen, that is, release cutting oxygen for cutting when the surface layer of the part is about to melt. During cutting, the distance between the book control nozzle and the metal surface to be cut shall be determined according to the length of the flame core. It is best to make the tip of the flame core 1.5 ~ 3mm away from the workpiece, and never make the flame core angle and the surface of the workpiece. In order to ensure the quality of the cutting seam, the distance from the cutting edge to the surface of the part shall be consistent in the whole process of gas.
When cutting steel plate along a straight line, the cutting gun shall be inclined 20 ~ 30 ° in the opposite direction of movement, and the cutting is the most effective. However, when cutting along the outer contour of the curve, it must be strictly perpendicular to the surface of gold cutting. Sometimes, overheating and splashing of iron oxide slag will block the cutting or the supply of B is not cut in time, resulting in detonation and tempering. At this time, quickly close the preheating oxygen valve to prevent oxygen from flowing back into the acetylene pipe and extinguish the tempering. If there is still a hissing sound in the torch and the tempering in the manual has not been extinguished, then quickly close the B fast valve or quickly vibrate the acetylene hose on the torch to discharge the tempered flame gas. After treatment, the injection and absorption capacity of the shall be checked first, and then the torch can be re ignited.
If a worker wants to do well, he must first do well in his tools. In order to achieve the best cutting quality and effect, the use of NC flame cutting machine also needs to be equipped with appropriate models and standardized operation methods. The use of flame cutting nozzle and precautions can be sorted out as follows, hoping to give users reference and help:
Select the appropriate cutting nozzle according to the thickness of the cutting workpiece. During assembly, the inner part and the outer part must be kept concentric to ensure that the cutting oxygen jet is located in the center of the preheating flame. When installing the cutting, pay attention to tightening the nuts.
Check the injection and suction conditions. After the injection and suction conditions of the injection and suction cutting torch are normal, the acetylene leather pipe can be connected, subject to no air leakage and easy insertion and removal. When using isobaric torch, it shall be ensured that acetylene has a certain working pressure.
Treatment of flame extinction after ignition, when the preheating oxygen regulating valve is screwed to adjust the fire, if the flame is extinguished immediately, the reason is that there are dirt in each gas channel, the horn mouth of the ejector pipe is not tightly corroded, and the cutting jacket is not properly matched with the inside. At this time, tighten the nut of the suction pipe; In case of failure, remove the suction pipe, remove the dirt in each gas channel, adjust the gap between the outer sleeve and the inner sleeve, and tighten it
Treatment of air leakage in the cutting core: after the preheating flame is adjusted normally, the cutting core hair makes a rhythmic sound of "bang" and "bang", but the flame does not go out. If the cutting oxygen is turned up, the flame goes out immediately. The reason is air leakage at the cutting core. At this time, remove the cutting nozzle jacket and gently tighten the Mei core. If it is still invalid, remove the jacket and pad it with asbestos.
If the cooperation between the cutting head and the cutting torch is not strict, although the flame is normal after ignition, the flame will be extinguished immediately when the cutting oxygen regulating valve is opened. The reason is that the matching surface between the cutting head and the cutting torch is not strict. At this time, the nozzle shall be tightened. If it is invalid, it shall be removed and cut gently with fine sandpaper. Grind the mating surface of the cutting head until it is tight.
Tempering treatment in case of tempering, immediately close the cutting oxygen regulating valve, and then close the acetylene regulating valve and preheating oxygen regulating valve. When the normal operation stops, the oxygen cutting regulating valve shall be concerned first, and then the acetylene and preheated oxygen regulating valves shall be closed.
Keep the cutting channel. The green cutting channel should always be clean and smooth, and the dirt in the hole should be removed with a through needle at any time.
Clean the workpiece surface and remove the thick rust, oil and water dirt on the workpiece surface. When cutting on the cement floor, the workpiece shall be padded up to prevent the rust proof skin and slag from splashing on the cement floor.
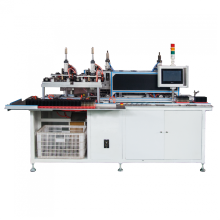
Fully automatic lighter lighter-The main function of the lighter is to adjust the inflated lighter flame to the same size.
Material: stainless steel + aluminum
Product size: 1.4m*0.8m*1.2m
Voltage: AC220v
Air pressure: 0.6mp
Weight: 245kg
Device model: FT-TH-10
Output: 8000-10000
Operating staff: 1
Process Description
1. Products filled with butane gas must be stored for 12 hours or more before starting once
Adjust the fire. The face valve of the inflated lighter should not be too tight, as this will lead to
The flame of the tuned product changes greatly, and it will deform the cotton sheet if it is too tight.
As a result, the entire lighter is scrapped. Generally, check the height of the face valve to check the flame 1-5 cm
Is the best. It is particularly noticeable in winter.
2. In principle, the lighter needs to be adjusted twice. After adjusting the fire for the first time, return it
It needs to be stored for 12 hours or more before the second adjustment.
Even if the product is stored for a long time, it is not serious that the product becomes fired.
Product Categories : Lighter manufacturing machine











Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.