















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Model No.: FT-TH-10
Brand: Feituo
Status: New
Out-of-warranty Service: Video Technical Support, Online Support
Where To Provide Local Services (in Which Countries Are There Overseas Service Outlets): None
Showroom Location (in Which Countries Are There Sample Rooms Overseas): None
Video Factory Inspection: Provided
Mechanical Test Report: Provided
Marketing Type: New Product 2020
Core Component Warranty Period: 1 Year
Core Components: Plc, Engine, Bearing, Gearbox, Motor, Pressure Vessel, Gear, Pump
Place Of Origin: China
Warranty Period: 1 Year
Packaging: Wooden box
Productivity: 10000 per hour
Transportation: Ocean,Land,Air,Express,Optional
Place of Origin: China
Supply Ability: Factory direct supply
Certificate: CE
HS Code: 84659400
Port: ShenZhen,GuangZhou
Payment Type: T/T
Incoterm: FOB



Flame adjustment according to the different mixing ratio of gas and oxygen, the cutting flame is divided into carbonization flame, neutral flame and oxidation flame. When acetylene is used, when the volume ratio of oxygen to ethylene (o2c2h2) is 1.11.15, the flame formed is neutral flame, which is composed of flame core, inner flame and outer flame. The flame core is the mixture of C2H2 and O2. The inner flame is the reaction zone for the primary combustion of C2H2 and 2, and its reaction formula is C2H2O2 → 2c0h2
In the inner flame, the temperature is the highest at a distance of 2-3mm from the flame core, about 3100c. The outer flame is a combustion area where CO and H2 generated by one-time combustion are oxidized and synthesized in air, and its reflection formula is 2c0h21.502 → 2c02h20
The flame temperature is about 2500 ° C. The longer the external flame, the better the effect of protecting the cutting oxygen flow.
When the o2c2h2 ratio is less than 1.1, carbonization flame is formed, including flame core, inner flame and outer flame. There is unburned carbon in the inner flame, with long and soft flame and low temperature. When the o2c2h2 ratio is less than 1.15, an oxidation flame is formed, which is only composed of a flame core and an outer flame. The flame is short and straight, accompanied by "hiss, hiss". The maximum temperature can reach about 3300c. Because there is excess oxygen in the flame, it is oxidizing.
During gas cutting, the flame should be adjusted to neutral flame, and the flame intensity should be moderate. Generally, carbonization flame is not used, because carbonization flame will increase carbon at the cutting edge. After adjusting the flame, cutting oxygen should be released to check whether the flame property has changed.
When the cutting flame is too strong, the following problems will appear:
① Cut the edge volume field and stick granular droplets;
② The cutting surface is uneven and the roughness becomes worse;
③ Slag sticking at the lower edge of the incision.
The following problems occur when the cutting flame is too weak
① The cutting speed slows down, and cutting interruption is easy to occur;
② Easy to backfire
③ The amount of drag increases.
The preheating and cutting flame shall be determined according to the workpiece thickness, cutting nozzle type and quality requirements. The key points are as follows:
① The power of pre heating and cutting flame (b fast flow, oxygen flow) increases with the increase of steel plate thickness
② When cutting thick steel plates, the flame should be carbonization flame to avoid the collapse of banyan and make the outer flame longer;
③ When cutting a steel plate with a thickness of less than 20mm with a protective loose cutting nozzle and an oxygen curtain cutting nozzle, the flame power should be greater to accelerate the heating of the leading edge of the cut to the ignition point, so as to obtain a higher cutting speed;
④ When cutting steels with high carbon content or high alloy element content, the power of preheating flame is higher because of their high ignition point;
⑤ When cutting the groove with a single cutting nozzle, the slag is blown out of the notch. In order to supplement heat, increase the power of the flame;
When petroleum gas or natural gas is used as fuel gas, because its flame temperature is low, the preheating time is long; when cutting small-size parts and other occasions requiring frequent preheating, in order to improve the cutting efficiency, the flame can be adjusted to oxide flame, and then return to neutral flame after cutting.
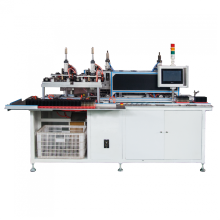
Fully automatic lighter lighter-The main function of the lighter is to adjust the inflated lighter flame to the same size.
Material: stainless steel + aluminum
Product size: 1.4m*0.8m*1.2m
Voltage: AC220v
Air pressure: 0.6mp
Weight: 245kg
Device model: FT-TH-10
Output: 8000-10000
Operating staff: 1
Process Description
1. Products filled with butane gas must be stored for 12 hours or more before starting once
Adjust the fire. The face valve of the inflated lighter should not be too tight, as this will lead to
The flame of the tuned product changes greatly, and it will deform the cotton sheet if it is too tight.
As a result, the entire lighter is scrapped. Generally, check the height of the face valve to check the flame 1-5 cm
Is the best. It is particularly noticeable in winter.
2. In principle, the lighter needs to be adjusted twice. After adjusting the fire for the first time, return it
It needs to be stored for 12 hours or more before the second adjustment.
Even if the product is stored for a long time, it is not serious that the product becomes fired.
Product Categories : Lighter manufacturing machine











Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.